Last Updated on 12 Giugno 2015 by Marco Gregorin
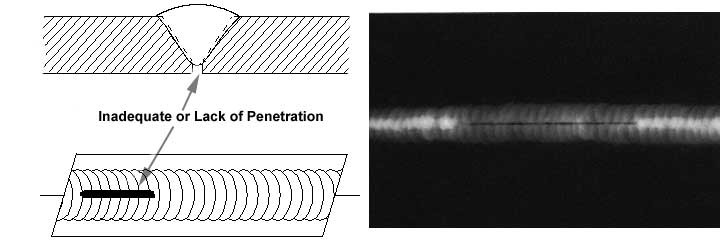
Mancanza di Penetrazione al Vertice – incomplete root fusion or penetration
4021 – Riferimento numerico secondo UNI EN ISO 6520-1
L’incompleta penetrazione si ha quando la saldatura non fonde dal lato della radice del giunto.
L’incompleta penetrazione alla radice si verifica quando entrambi i lati del giunto non fondono. Tipiche situazioni che portano a questo difetto sono:
- spessore eccessivo di un giunto di testa (spessore del giunto o altezza di spalla )
- lembi troppo vicini
- saldature, eseguite su entrambi i lati del giunto, disallineate
- Errata solcatura nelle saldature con ripresa al rovescio
- Bassa energia dell’arco o heat input
- Angolo di smusso troppo piccolo
- Elettrodo troppo largo ( saldatura ad arco manuale MMA )
![]()
![]()
Cause
Questa imperfezione è più frequente nei processi che utilizzano elettrodi consumabili ( MIG, MMA e saldatura ad arco sommerso ), dove il metallo saldato è depositato automaticamente come l’arco consuma il filo o l’elettrodo. Il saldatore ha un controllo limitato per la penetrazione del bagno, indipendentemente dal metallo depositato.
Il processo TIG che usa un elettrodo non consumabile e il saldatore controlla la quantità di materiale depositato è meno soggetto al difetto di mancanza di penetrazione al vertice.
Nella saldatura ad arco manuale, il rischio della incompleta penetrazione alla radice può essere ridotto utilizzando i corretti parametri di saldatura e riducendo la sezione dell’ elettrodo in modo da ottenere un maggiore apporto di energia dell’arco e conseguentemente una maggiore penetrazione. La dimensione dell’elettrodo deve essere adeguata anche per una corretto alla radice in particolare nei casi in cui si utilizza un piccolo angolo di smusso.
Si può quindi utilizzare un elettrodo di diametro 4 mm per la prima passata alla radice e successivamente per le altre passate un elettrodo di 5 mm per aumentare la velocità di deposito di materiale.
Nella saldatura MIG i parametri di saldatura corretti per lo spessore del materiale e una corta lunghezza d’arco dovrebbero garantire un’adeguata penetrazione. Utilizzando una corrente troppo bassa per lo spessore del giunto non si avrà una completa penetrazione, utilizzando una corrente troppo elevata costringe il saldatore ad aumentare la velocità e lo spostarsi rapidamente non consentirà al bagno di penetrare in tutta la radice.
Azioni Correttive
Per prevenire il grave difetto di mancanza di penetrazione al vertice si può intervenire con le seguenti tecniche:
- Saldatura TIG, una spalla troppo alta e/o bassa corrente possono impedire al bagno della saldatura di penetrare alla radice
- Saldatura MMA, utilizzare elettrodi fini per la passata alla radice
- Saldatura MIG, utilizzare un livello di corrente adeguato per la penetrazione ma regolare la tensione dell’arco per mantenere un’arco corto
- Mantenere una distanza tra i lembi sufficiente a permettere la penetrazione del bagno di saldatura
- Non usare correnti troppo elevate che non permettono un deposito completo alla radice