Last Updated on 23 Maggio 2021 by Marco Gregorin
Vedi anche UNI EN ISO 17640 Controllo delle saldature mediante Ultrasuoni – 1
UNI EN ISO 17640 Controllo non distruttivo delle saldature – Controllo mediante ultrasuoni – Tecniche di controllo, livelli di prova e di valutazione.
Il controllo con ultrasuoni di una saldatura è una prova volumetrica effettuata per garantire l’integrità o meglio la conformità del giunto saldato ai criteri di accettazione assegnati.
La prova con ultrasuoni per deve garantire la copertura dell’intero volume di prova in modo da poter verificare la presenza di eventuali indicazioni presenti al suo interno.
La norma UNI EN ISO 17640 nella sua parte iniziale dedica 3 capitoli nei quali vengono racchiuse alcune regole per poter ottenere la scansione dell’intero volume della saldatura e di parte del materiale base adiacente alla giunzione.
Quindi se dobbiamo controllare una saldatura con il metodo ultrasuoni dobbiamo assicurarci che:
- la scansione non lasci zone d’ombra al fascio ultrasonoro
- verificare che non ci siano difetti nell’area sottoposta a scansione
- il materiale sia omogeneo dal punto di vista dell’attenuazione acustica
Di seguito riporto una sintesi delle prescrizione dettate dalla normativa UNI EN ISO 17640
Volume di Prova
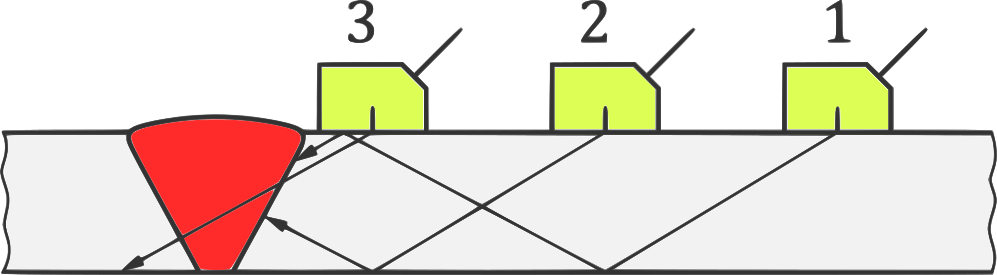
- Posizione 1 che deve tenere conto della larghezza della ZTA
- Posizione 2
- Posizione 3
Il volume di prova include la zona fusa e il materiale base per una larghezza che comprenda la zona termicamente alterata. Quando la larghezza della ZTA non è conosciuta la scansione ad ultrasuoni deve comprendere il materiale base per almeno 10 mm ambo i lati della saldatura.
Il controllo ultrasonoro deve coprire l’intero volume di prova in almeno una direzione di scansione, inoltre l’incidenza del fascio ultrasonoro alla superficie opposta deve essere compreso tra 35° – 70° e almeno un degli angoli deve essere il più possibile perpendicolare alla faccia del cianfrino.
Nel caso non si riesca a rispettare le condizioni sopra descritte bisogna adottare tecniche supplementari come l’uso di sonde doppie a fascio angolato o sonde con onde superficiali per esempio Creeping Wave.
Preparazione della Superficie di prova
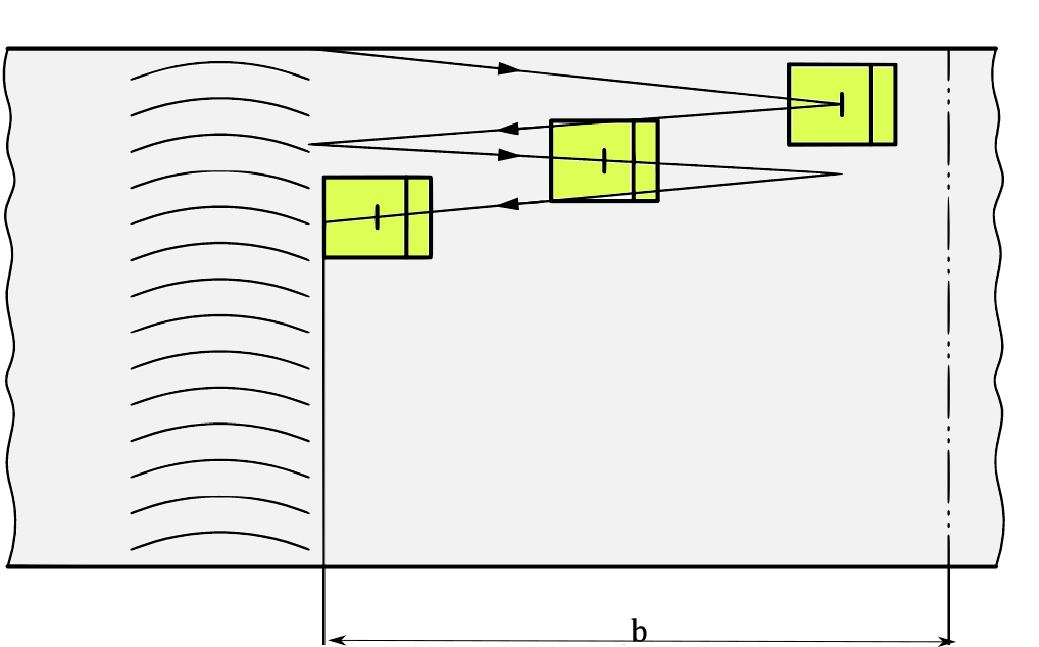
b = Larghezza della zona di scansione, non comprensiva della larghezza della saldatura a causa della presenza del rinforzo della saldatura.
La larghezza della superficie di prova deve permettere l’escursione della sonda per 1,25 passi in modo da garantire la copertura dell’intero volume e la rivelazione di discontinuità con qualsiasi orientamento.
La superficie di prova può essere minore nel caso in cui l’accesso del giunto permetta la scansione da ambo i lati ( sopra e sotto). La scansione deve comunque garantire la copertura dell’intero volume e la rivelazione di discontinuità diversamente orientate.
Le superfici devono essere esenti da spruzzi sporcizia o qualsiasi altro materiale che impedisca il corretto accoppiamento della sonda con il materiale base.
Le superfici devono essere orizzontali, eventuali ondulazioni sono permesse purché non producano un intervallo tra superficie e sonda maggiore di 0,5 mm. Variazioni locali della superficie che producano uno spazio tra superficie e sonda di 1 mm posso essere ammesse purché la zona interessata sia verificata con un angolo di fascio aggiuntivo per compensare la copertura del fascio ridotta dalle condizioni di ondulazione del materiale.
Prove del metallo base
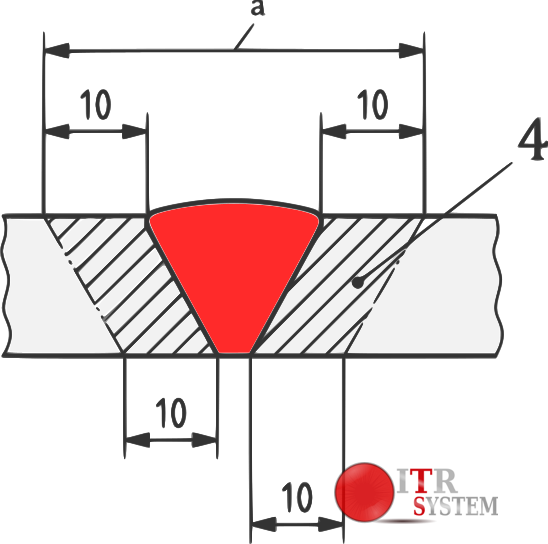
4. Zona termicamente alterata – ZTA
a = Larghezza del volume di prova
La zona del materiale base interessata dalla scansione con sonde angolate, deve essere controllata con sonda piana in modo da individuare eventuali imperfezioni o materiale ad elevata attenuazione che possa interferire con il controllo a fascio angolato.
Nel caso di presenza di imperfezioni va verificata l’eventuale interferenza con la scansione a fascio angolato. Se le imperfezioni ostacolano la scansione a fascio angolato, dove possibile regolare la scansione assicurando la copertura dell’intero volume di prova (per esempio accesso dal lato opposto).
Quando la regolazione della scansione non riesce ad assicurare la copertura dell’intero volume di prova andrebbe considerato l’adozione del metodo Radiografico RT .
Vedi anche UNI EN ISO 17640 Controllo delle saldature mediante Ultrasuoni – 1